




Aigtek功率放大器ATA-61520在电火花加工中的应用
一、实验名称:Aigtek功率放大器ATA-61520在电火花加工中的应用二、实验原理电火花加工(Electrical discharge machining, EDM)是通过在工具电极和工件电极之间施加高频脉冲电压来将工具电极和工件电极表面之间某一相对间隙最小处或绝缘强度最低处的工作液介质电击穿,从而使工具电极和工件电极之间不断产生脉冲性的火花放电,火花放电所形成的等离子体通道温度高达5000~7000K,足以将任何金属材料熔化和汽化而蚀除,因此每一次放电都会在工具电极和工件电极上形成一个很小的放电凹坑。
由于脉冲电源的频率极高,通过连续不断的脉冲放电会将工件电极不断蚀除,工具电极通过机床伺服进给系统不断地向工件电极进给,就可以将工具电极的形状复制在工件电极上,加工出所需要的零件。
因此大功率高频脉冲电源是电火花加工能够顺利进行的最重要硬件之一,其性能是影响电火花加工效率和质量的关键因素。
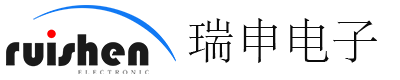
三:实验仪器:功率放大器ATA-61520(定制品)、电火花加工系统、模具钢、四、实验过程:搭建该电火花加工系统采用了功率放大器ATA-61520,如图1所示,电火花加工电源系统实物图如图2所示,其中,函数发生器产生高频脉冲信号,ATA-61520功率放大器将高频信号进行放大,产生电火花加工所必须的大功率高频脉冲电压。
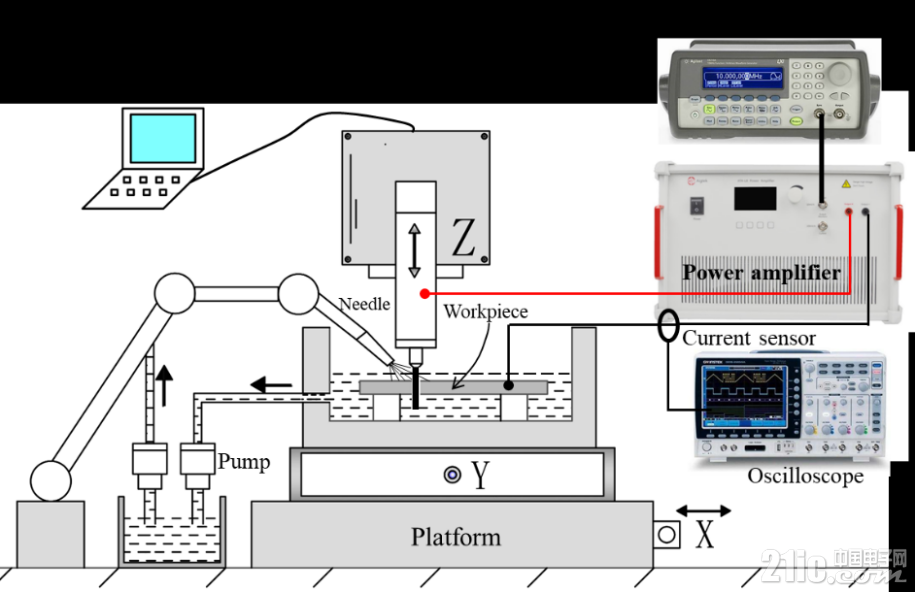 图1 实验装置示意图
图1 实验装置示意图 图2电源装置实物图五、使用效果ATA-61520功率放大器搭所构成的高频超短脉宽电源进行了电火花加工实验研究,图3为在模具钢上加工的异型孔,采用弯曲铜电极加工出来曲孔,采用柱状铜电极加工出来高精度深小孔。
图2电源装置实物图五、使用效果ATA-61520功率放大器搭所构成的高频超短脉宽电源进行了电火花加工实验研究,图3为在模具钢上加工的异型孔,采用弯曲铜电极加工出来曲孔,采用柱状铜电极加工出来高精度深小孔。
 图3 模具钢上异型孔加工
图3 模具钢上异型孔加工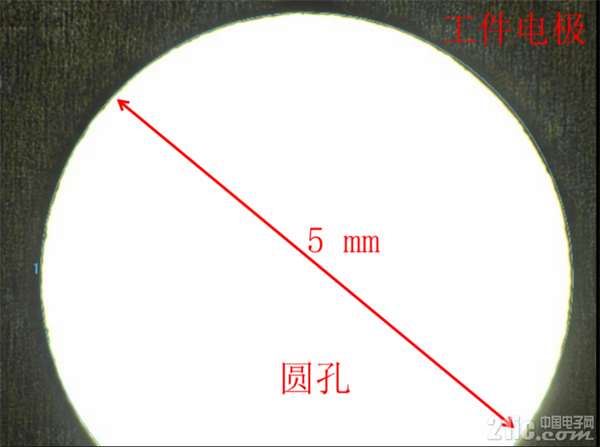 图4 高精度圆孔加工 五、结论ATA-61520功率放大器能够在大功率条件下提供高频电压,且具有使用方便、精度高、稳定性高、性价比高等特点,非常适用于需要高频大功率脉宽电源的加工领域中,通过实验证实了该电源在电加工中使用的优势。
图4 高精度圆孔加工 五、结论ATA-61520功率放大器能够在大功率条件下提供高频电压,且具有使用方便、精度高、稳定性高、性价比高等特点,非常适用于需要高频大功率脉宽电源的加工领域中,通过实验证实了该电源在电加工中使用的优势。

反激式(RCD)开关电源原理及设计
因该电源是公司产品的一个配套使用,且各项指标都不是要求太高,故选用最常用的反激拓扑,这样既可以减小体积(给的体积不算大),还能降低成本,一举双的!
反激拓扑的前身是Buc
电力线通信的电磁兼容性电磁兼容性(EMC,Electro Magnetic Compatibility)是指电器、电子产品能在规定的电磁环境中正常工作,并不对该环境中其他产品产生过量的电磁干扰(EMI,Electro-Magnetic Interferenc
 在线客服1
在线客服1